在工業自動化應用中的機械設備故障類型以及診
來源:本站 作者:admin 時間:2022-04-19 02:57:42 點擊:841
在工業自動化應用中的機械設備故障類型以及診斷方法
潤滑油在線監測,油液在線監測系統作為設備機器預防性診斷的關鍵要素之一,就是運用不同的油液在線傳感器,采用合理的布局及安裝方式將其串聯在一起,并實現多種數據的集成、顯示、分析及報警設置,實現油液在線監測,數據遠程報警、數據分析、故障診斷等。
在線油液監測系統集理化、污染度等多參數傳感器監測于一體,通過內部系統集成,監測油液旁路取樣流經測試單元后回流到油箱。多個測試單元獨立形成子系統,完成本測試單元的信號采集、通過內部系統集成、數據標定、可靠性測試等實現現場數據采集的穩定性。

“振動”,作為機器診斷的關鍵要素之二,對于學習和在工作中接觸到半導體技術和和機器診斷的你來說一定并不陌生。如今,對于“振動”的判斷已經被可靠地且廣泛地運用于監控各種工業應用中的最關鍵設備,并且相關可參考資料也有很多。但是當我們談及振動傳感器性能參數,例如帶寬和噪聲密度,與最終應用故障診斷能力之間的關系時,可以參考的資料卻是寥寥。本文從常見的機器故障,即“不平衡”、“未對準”、“齒輪故障”和“滾動軸承缺陷”著眼,希望幫助大家進一步了解振動傳感器性能,以及該性能如何支持狀態監控解決方案。
不平衡
在實際操作中,導致系統不平衡的因素很多,比如安裝不當(例如聯軸器偏心)、系統設計錯誤、部件故障,甚至碎屑或其他污染物的累積(例如感應電機內置的散熱風扇可能由于灰塵和油脂的不均勻積聚或扇葉損壞而變得不平衡)。當一個不平衡系統產生過大振動時,這些振動會機械耦合到系統內的其他部件,如軸承、聯軸器和負載,進而可能導致處于良好運行狀態的部件加速劣化。雖然系統振動的增加可以表明潛在故障是由不平衡系統引起的,但是振動增加的根本原因還需要通過頻域分析診斷得出。
檢測和診斷方法:如圖1所示,不平衡系統以系統的旋轉速率(通常稱為1×)產生一個信號,其幅度與旋轉速率的平方成比例,F = m×w2。1×分量在頻域中通常總是存在,因此,通過測量1x和諧波的幅度可以識別不平衡系統。如果1×的幅度高于基線測量且諧波遠小于1×,則很可能存在不平衡系統。水平和垂直相移振動分量也可能出現在不平衡系統中。在診斷過程中,為了確保最后測量結果的準確性和可靠性,也要保證在診斷過程中,控制噪聲(保證噪聲必須很低)并且確認有足夠的帶寬以便捕捉信息(不光是旋轉速率)。
1×諧波可能受其他系統故障的影響,例如未對準或機械松動,因此分析旋轉速率(或1×頻率)的諧波可以幫助區分系統噪聲和其他潛在故障。用于慢速旋轉機器,基本旋轉速率可能遠低于10 rpm,這意味著傳感器的低頻響應對于捕獲基本旋轉速率至關重要。
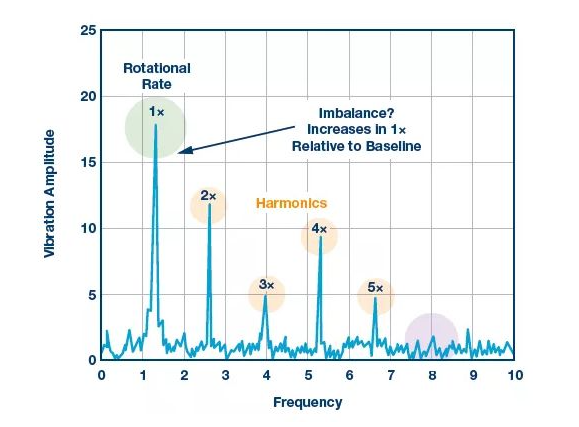
圖1. 旋轉速率或1X頻率的幅度增加可能意味著存在不平衡系統
未對準
理想狀態下對準的設備,以下圖中的泵為例(圖2),從電機開始對準、然后是軸、聯軸器,一直到負載。
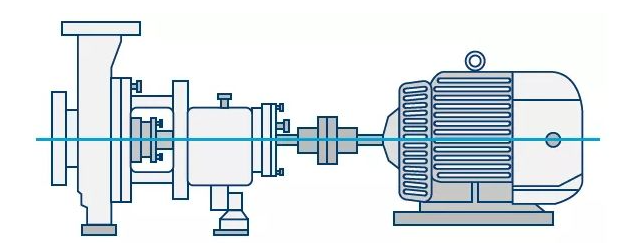
圖2. 理想的對準系統
而當兩根旋轉軸未對準時,就會發生系統未對準現象。未對準可以在平行方向和角度方向上發生,也可以是兩者的組合(圖3)。當其中一根軸與另一根軸成一個角度時,稱為角度未對準(圖3 - a)。當兩根軸在水平或垂直方向上錯位時,稱為平行未對準(圖3 - b)。當設備出現未對準現象時,這可能會迫使部件在高于最初設計能力的應力或負載下工作,從而影響更大的系統,最終可能導致(系統或部件)過早失效。
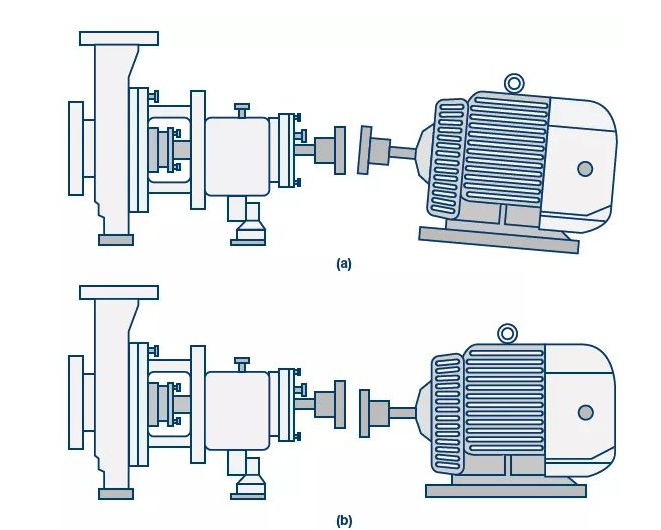
圖3. 不同未對準示例,包括(a)角度、(b)平行或兩者的組合
檢測和診斷方法:未對準誤差通常表現為系統旋轉速率的二次諧波,稱為2×。2x分量在頻率響應中不一定存在,但當它存在時,其與1x的幅度關系可用來確定是否存在未對準。增加的對準誤差可以將諧波激勵到10×,具體取決于未對準的類型、測量位置和方向信息。圖4突出顯示與潛在未對準故障相關的特征。在測量時,也要將未對準容差考慮其中,因為不同的機器類型、系統和工藝要求、旋轉速度決定了允許的未對準容差。
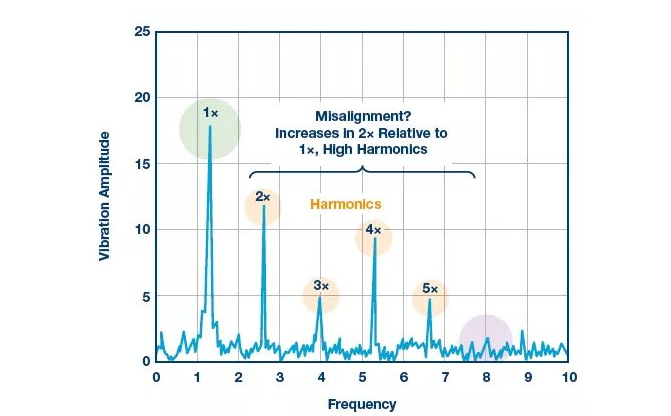
圖4. 不斷增加的2×諧波加上不斷增加的更高次諧波,表明可能存在未對準現象
在檢測過程中,為了更準確地檢測到微小的未對準,就需要降低噪聲和保證高的分辨率;另外還需要足夠的帶寬來捕獲充分地頻率范圍。1x諧波有助于區分其他系統故障和未對準,尤其適合于較高轉速的機器。例如,為了準確可靠地檢測不平衡,轉速超過10,000 rpm的機器(機床等)通常需要2 kHz以上的高質量信息。
系統相位與方向性振動信息相結合,可進一步改善對未對準誤差的診斷。測量機器上不同點的振動并確定相位測量值之間或整個系統內的差異,有助于深入了解未對準是角度、平行還是兩種未對準類型的組合。
滾動元件軸承缺陷
滾動元件軸承(圖5)幾乎會使用在所有類型的旋轉機械上,從大型渦輪機到慢速旋轉電機,從相對簡單的泵和風扇到高速CNC主軸。在運作過程中,由機械引起的應力或潤滑問題的假象通常就是滾動元件軸承缺陷;這些問題在軸承的機械部件內產生小裂紋或缺陷,導致振動增加。

圖5. 滾動元件軸承
當你發現設備有如下跡象,如潤滑污染、安裝不當、高頻放電電流(圖6)或系統負載增加時,很有可能就是軸承缺陷,如果不及時處理,該故障很有可能導致災難性的系統損壞,并對其他系統部件產生重大影響。
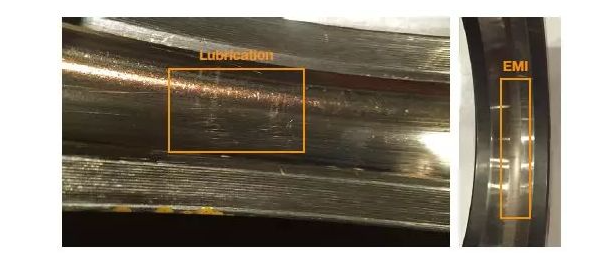
圖6. 潤滑與放電電流缺陷的示例
檢測和診斷方法:軸承的缺陷頻率可以根據軸承幾何形狀、旋轉速度和缺陷類型來計算,這有助與診斷故障(圖7)。對特定機器或系統的振動數據的分析,常常依賴于時域和頻域分析的結合,但是頻域和時域分析各有利弊。時域分析可用來檢測系統振動水平整體增加的趨勢。但是,這種分析包含的診斷信息非常少。頻域分析可提高診斷洞察力,但由于其他系統振動的影響,確定故障頻率可能很復雜。
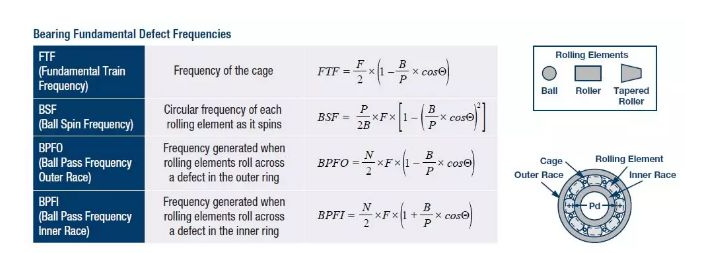
圖7. 軸承缺陷頻率取決于軸承類型、幾何形狀和旋轉速率
對于軸承缺陷的早期診斷,使用缺陷頻率的諧波可識別早期或剛出現的故障,從而在災難性故障發生之前對其進行監控和維護。為了檢測、診斷、了解軸承故障的系統影響,包絡檢測(如圖8所示)等技術與頻域中的頻譜分析相結合,通常可提供更具洞察力的信息。
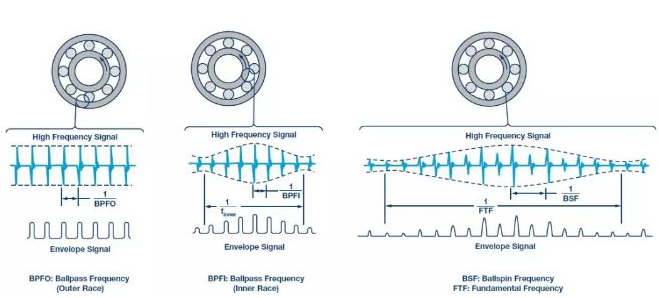
圖8. 諸如包絡檢測之類的技術可以從寬帶寬振動數據中提取軸承早期缺陷特征
在軸承缺陷的早期檢測中,低噪聲和足夠高的分辨率是至關重要的。在缺陷剛剛出現時,缺陷特征的幅度通常很低。由于設計容差,軸承固有的機械滑動會將幅度信息傳播到軸承頻率響應中的多個倉,從而進一步降低振動幅度,因此要求低噪聲以便較早地檢測到信號。
除了以上提及的兩點,帶寬對于軸承缺陷的早期檢測也是至關重要。在旋轉期間,每次撞擊缺陷時,都會產生包含高頻內容的脈沖(參見圖8)。對軸承缺陷頻率(而非旋轉速率)的諧波進行檢測可發現這些早期故障。由于軸承缺陷頻率與旋轉速率之間的關系,這些早期特征可以在數千赫茲范圍內出現,并延伸到10 kHz到20 kHz范圍之外。即使是低速設備,軸承缺陷的固有性質也要求較寬帶寬以便及早檢測到缺陷,避免系統諧振和系統噪聲(會影響較低頻段)的影響。
動態范圍對于軸承缺陷檢測也很重要,因為系統負載和缺陷可能影響系統所經受的振動。負載增加會導致作用在軸承和缺陷上的力增加。軸承缺陷也會產生沖擊,激發結構諧振,放大系統和傳感器所經受的振動。隨著機器在停止/啟動情況下或正常運行期間的速度上升和下降,變化的速度會為系統諧振激發創造潛在的機會,導致更高幅度的振動。傳感器的飽和可能導致信息丟失、誤診斷,在某些技術的情況下甚至會損壞傳感器元件。
齒輪缺陷
眾所周知,齒輪是許多工業應用中動力傳遞的主要元件,承受著相當大的應力和載荷。齒輪的健康狀況對整個機械系統的正常運行至關重要。在可再生能源領域,造成風力渦輪機停機(以及相應的收入流失)的最大因素是主動力系統中多級齒輪箱的失效,類似的考量也適用于工業應用。而我們所說的齒輪故障就是時常發生在齒輪機構的齒節中,其表現為齒根出現裂縫或齒面上有金屬被削除。造成的原因有磨損、過載、潤滑不良和齒隙,偶爾也會因為安裝不當或制造缺陷而引起齒輪故障。
檢測和診斷方法:由于難以將振動傳感器安裝在故障附近,以及系統內多種機械激勵引起的相當大背景噪聲的存在,齒輪故障的檢測很棘手,在更復雜的齒輪箱系統中尤其如此。其中可能有多個旋轉頻率、齒輪比和嚙合頻率。因此,檢測齒輪故障可能要采用多種互補的方法,包括聲發射分析、電流特征分析和油渣分析。除了以上提及的分析法則,我們還要參考振動分析。在振動分析方面,加速度計通常安裝在齒輪箱殼體上,主要振動模式是軸向振動。健康齒輪的情況(如圖9所示),其產生的振動特征的頻率是所謂齒輪嚙合頻率,等于軸頻率和齒輪齒數的乘積。通常還存在一些與制造和組裝容差相關的調制邊帶。當發生齒裂紋之類的局部故障時,每次旋轉中的振動信號將包括系統對相對低能級的短時沖擊的機械響應。這通常是低幅度寬帶信號,一般被認為是非周期性和非靜態的。
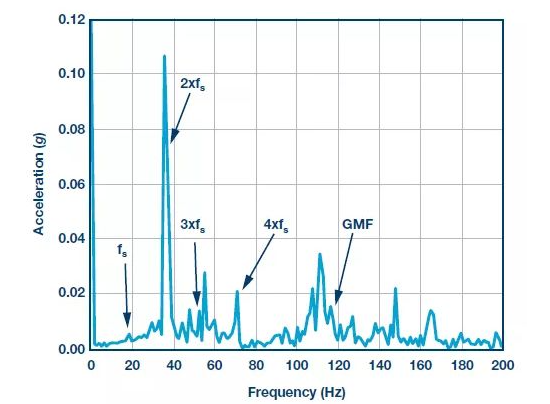
圖9. 健康齒輪的頻譜,曲軸轉速為~1000 rpm,齒輪轉速為~290 rpm,齒輪齒數為24
但是僅憑標準頻域技術并不能精確識別齒輪故障。由于沖擊能量包含在邊帶調制中,其中還可能包含來自其他齒輪對和機械部件的能量,因此頻譜分析可能無法檢測早期齒輪故障。時域技術(例如時間同步平均)或混合域方法(例如子波分析和包絡解調)一般更合適。
在檢測的過程中,我們也要注意這幾點,首先,寬帶寬對于齒輪故障檢測非常重要。因為齒輪齒數在頻域中是乘數。即使對于相對低速的系統,所需的檢測頻率范圍也會快速上升到數kHz區域。此外,局部故障進一步擴展了帶寬要求。同樣重要還有分辨率和低噪聲,通過前文講述我們了解到將振動傳感器安裝在特定故障區域附近是很困難的,這意味著機械系統可能會使振動信號發生較高程度的衰減,因此能夠檢測低能量信號至關重要。此外,由于信號不是靜態周期信號,因此我們不能依賴于從高本底噪聲中提取低幅度信號的標準FFT技術,傳感器本身的本底噪聲必須很低,尤其在混合了不同元件的多個振動特征的齒輪箱環境中。
潤滑油在線監測的意義
通過對潤滑油污染狀況進行在線檢測,進行按質換油措施,不僅能節省巨大的不必要開支,還能獲得其他一系列的巨大經濟效益和社會效益,研究潤滑油在線檢測技術具有重大意義:
(1)實時監測潤滑油品質,確定最佳換油期,減少油液消耗,降低失效油液排放。
近年來,許多企業及科研單位已充分認識到通過檢測油液品質來確定換油周期的重要性,通過油液品質關鍵參數的測定,獲取最佳的換油期,實現按質換油。按質換油可大大降低費用。更重要的是能夠及時發現油液的失效信息,及時換油,提前采取措施予以消除,從而避免造成因為油液失效帶來的重大損失。
根據公開資料顯示,濟南某汽車運輸有限公司對在用油液質量檢測已有了較大的發展,并取得了一定的成效。對汽車在用油液開展進行質量檢測,實行按質換油后,汽車技術狀況良好,機油消耗下降了 8.9%~51%。汽運公司在下屬的安豐運輸公司車輛試行對在用油液進行檢測,實行按質換油,使換油周期平均提升了1/3,機油消耗下降25%。
根據中國汽車協會統計計算,在2007-2008 年度中,中國油液消耗量超過 700萬噸,其中54%為車輛消耗。據此計算我們可以知道,在車輛行業中,如果實現按質換油技術,一年全國可以節省 124.74 萬噸,同樣這也是每年能夠減少的排入自然環境中的油液,在一定程度上緩解了當前的環境惡化壓力。有資料表明,我國每年消耗的內燃機潤滑油占潤滑油年消耗量的40%以上。實行按質換油,對節省油料、節約能源、提高內燃機的技術水平和使用壽命,都是非常重要的。
(2)減少動力的維修費用及停車維修時間,延長使用壽命。
按質換油,克服了固定換油期的缺點,對于工作于惡劣環境條件下的車輛,準確的判斷換油時間。減少了因油液失效而帶來的機械設備損壞,從而減少了維修費用,延長了機械設備的使用壽命。根據國內外調查結果顯示,按質換油除節約了油液費用外,可提高機械設備的完好率及減少由于磨損而帶來的經濟效益是節約油液費用的5倍。
(3)提高車輛使用性能,促進汽車技術發展。
汽車技術發展的方向是智能化、人性化,減少勞動力消耗。將油液檢測工作自動化,實現實時監測油液品質,便于車輛使用者輕松掌握車輛潤滑系統運行狀況,能夠提高汽車的使用性能,促進汽車技術的發展。
如果您需要:,請聯系我們。智火柴,國內知名油液監測系統提供商!